


 扫一扫
扫一扫
轧辊钢 合金钢厂家批发价格")
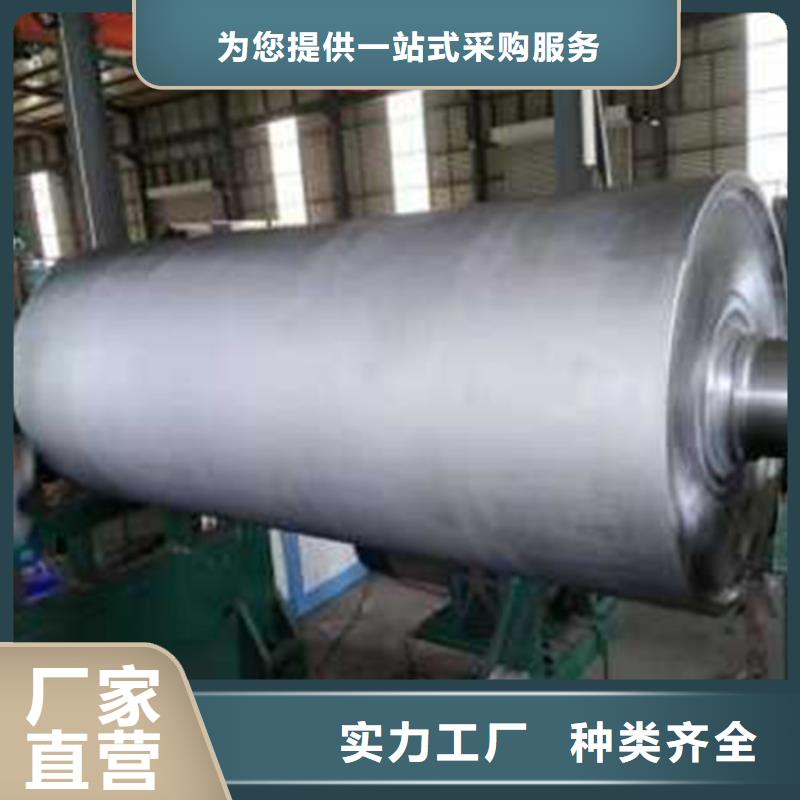
轧辊成型方法
铸造轧辊和锻造轧辊;
铸造轧辊是指将冶炼钢水或熔炼铁水直接浇注成型这一生产方式制造的轧辊种类。
铸造轧辊按材质又可分为铸钢轧辊和铸铁轧辊两类;按制造方法又可分为整体铸造轧辊和复合铸造轧辊两类。
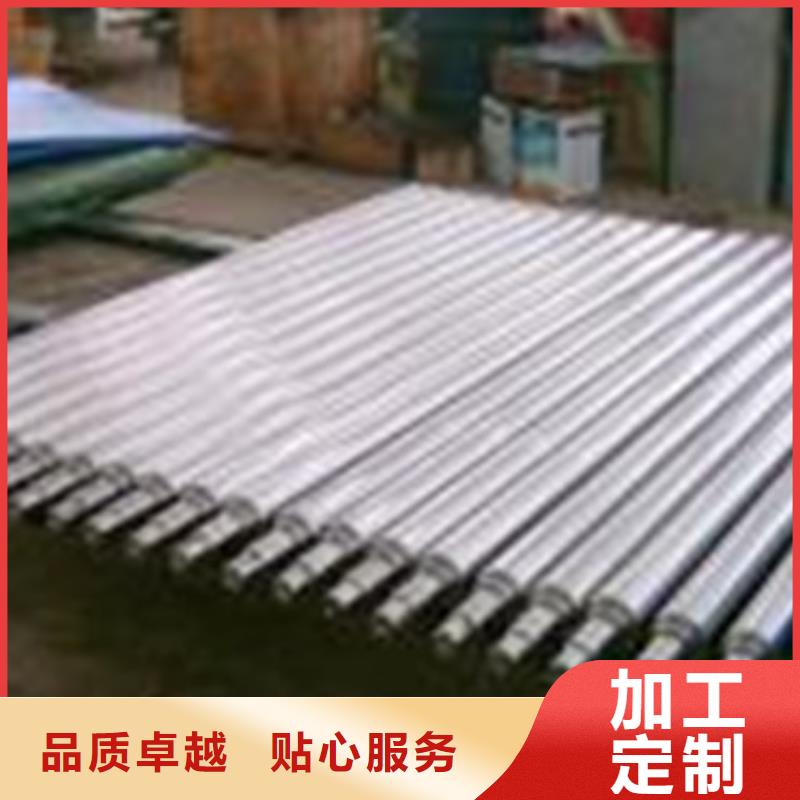
锻造轧辊按材质分类如下:
⑴锻造合金钢轧辊;
⑵锻造半钢轧辊;
⑶锻造半高速钢轧辊;
⑷锻造白口铸铁轧辊。
轧辊损坏原因轧机部件中轧辊的工作条件最为复杂。轧辊在制造和使用前的准备工序中会产生残余应力和热应力。使用时又进一步受到了各种周期应力的作用,包括有弯曲、扭转、剪力、接触应力和热应力等。这些应力沿辊身的分布是不均匀的、不断变化的,其原因不仅有设计因素,还有轧辊在使用中磨损、温度和辊形的不断变化。此外,轧制条件经常会出现异常情况。轧辊在使用后冷却不当,也会受到热应力的损害。
轧辊钢 合金钢厂家批发价格")
得天独厚的地理位置为广大的客户带来了交通运输的便利条件。 有朋自远方来不亦乐乎!新物通物资有限公司本着技术创新、质量为本、客户至上的原则为广大用户提供满意的服务,自创立以来,积j i进取,不断创新,凭借良好的企业信誉,独特的经营风格及较强的 齿轮钢厂家、注浆管生产厂家、异型钢管加工厂、304不锈钢管、市场开拓能力,取得了一个又一个的骄人业绩,我们将以儒商风范,诚信负责的精神,竭诚欢迎各地客商莅临公司参观指导,携手共创美好明天。
轧辊钢 合金钢厂家批发价格")
轧辊钢 合金钢厂家批发价格")
轧辊钢 合金钢厂家批发价格")
6)良好的抗热裂性。高速钢由于其特有的组织特点,能有效的抑制裂纹的形成和扩展。在实际使用中发现,高速钢轧辊的确具有比高铬铸铁轧辊更好的抗热裂性。因此若发生一般的生产事故,可以通过正常磨削量或附加很小的磨削量就可以消除事故带来的影响,使处理过程更为简化,并且也节约成本。
7)良好的耐磨性。与半钢、高铬铸铁和高镍铬无限冷硬铸铁轧辊相比,高速钢轧辊轧制吨位大幅度提高,F1-F4机架约为10000t,F5机架约为6000t,显示高速钢轧辊具有良好的耐磨性。高速钢轧辊轧制吨位的增加,导致其辊耗明显下降,在相同轧钢条件下,高速钢轧辊的辊耗在F1机架是高铬铸铁轧辊的1/5,F2机架是高铬铸铁轧辊的1/7,F4机架是高镍铬无限冷硬铸铁轧辊的1/13,F5机架是高镍铬无限冷硬铸铁轧辊的1/8。
轧辊钢 合金钢厂家批发价格")
轧辊钢 合金钢厂家批发价格")
高速钢轧辊制造技术,制造高速钢轧辊主要有锻造、铸造、喷射成形、热等静压等技术。锻造高速钢轧辊的推广使用进展缓慢;目前工业生产中较常见的铸造高速钢轧辊制造方法有离心铸造法、连续浇注外层成形法、电渣重熔法和液态金属电渣熔接法。
2.1铸造高速钢轧辊
铸造高速钢轧辊制造技术的改进主要围绕提高钢的纯净度和均匀性,提高轧辊强度和轧辊外层与辊芯的冶金结合。不同的轧机,同一轧机的不同机架,对轧辊性能的要求不同,可以根据所需的轧辊性能、轧辊规格和生产成本选择合适的制造方法。
1)离心铸造法。离心铸造轧辊的主要特点是将液态外层材料和芯部材料以一定的时间间隔浇入铸型内。离心旋转时间、辊芯金属液浇注间隔时间、浇注温度及防止外层元素偏析和内外层材料界面氧化是此方法制造轧辊成败的关键。
轧辊钢 合金钢厂家批发价格")
轧辊钢 合金钢厂家批发价格")
轧辊钢 合金钢厂家批发价格")
技术支持:81940.com